ปัจจัยที่มีอิทธิพลต่อคุณภาพของงาน Die Casting
อุปกรณ์อื่นๆ สำหรับฉีดอะลูมิเนียม
ลักษณะปัญหาที่พบในอุปกรณ์อื่นและสาเหตุที่เกิด
1. ชิ้นงานไม่เต็ม
สาเหตุ
- ใช้สารหล่อลื่นแม่พิมพ์มากเกินไป
- ตรวจสอบอุปกรณ์สำหรับเทน้ำโลหะ
2. เกิดเม็ดพุพองที่ผิวชิ้นงาน
สาเหตุ
- ใช้สารหล่อลื่นแม่พิมพ์มากเกินไป
3. เกิดร่องในบางส่วนของชิ้นงาน
สาเหตุ
- ใช้สารหล่อลื่นแม่พิมพ์น้อยเกินไป
4. เกิดรูหดตัว และรูพรุน
สาเหตุ
- ใช้สารหล่อลื่นแม่พิมพ์มากเกินไป
- ตรวจสอบอุปกรณ์ฉีด
5. การดีดออก
สาเหตุ
- วงจรการทำงานไม่สัมพันธ์กัน
6. ชิ้นงานแตก เป็นรอย
สาเหตุ
- ใช้สารหล่อลื่นแม่พิมพ์น้อยเกินไป
7. ผิวเปลี่ยนสี
สาเหตุ
- ใช้สารหล่อลื่นแม่พิมพ์มากเกินไป
- ตรวจสอบระบบทำความร้อนและระบบทำความเย็น
- ตรวจสอบน้ำยาหล่อลื่นเพลาอัด
8. การแตกเนื่องจากการเค้นภายใน
สาเหตุ
- ใช้สารหล่อลื่นแม่พิมพ์มากเกินไป
9. เกิดเส้นแนวไหลในชิ้นงาน
สาเหตุ
- ใช้สารหล่อลื่นแม่พิมพ์เจือจางเกินไป
10. เกิดสารมลทินชนิดของแข็ง
สาเหตุ
- ถังน้ำยาหล่อลื่นมีปัญหา
- ตรวจสอบน้ำยาหล่อลื่นเพลาอัด
- ตรวจสอบเบ้าหลอม
11. ชิ้นงานเกิดการเชื่อมติด
สาเหตุ
- ใช้สารหล่อลื่นในแม่พิมพ์น้อยเกินไป
วันจันทร์ที่ 20 พฤษภาคม พ.ศ. 2562
ปัจจัยที่มีอิทธิพลต่อคุณภาพของงาน Die Casting (ต่อ-2)
ปัจจัยที่มีอิทธิพลต่อคุณภาพของงาน Die Casting
น้ำโลหะสำหรับฉีดอะลูมิเนียม
ลักษณะปัญหาที่พบในน้ำโลหะและสาเหตุที่เกิด
1. ชิ้นงานไม่เต็ม
สาเหตุ
- อุณหภูมิน้ำโลหะต่ำเกินไป
2. เกิดเม็ดพุพองที่ผิวชิ้นงาน
สาเหตุ
- อุณหภูมิน้ำโลหะสูงเกินไป
3. ผิวเปลี่ยนสี
สาเหตุ
- ตรวจสอบส่วนผสมของน้ำอะลูมิเนียมหลอมเหลว
4. เกิดเส้นแนวไหลในชิ้นงาน
สาเหตุ
- อุณหภูมิน้ำโลหะต่ำเกินไป
สาเหตุ
- มีโลหะปนเปื้อนในน้ำอะลูมิเนียมหลอมเหลว
- ตรวจสอบส่วนผสมของน้ำอะลูมิเนียมหลอมเหลว
6. ชิ้นงานเกิดการเชื่อมติด
สาเหตุ
- อุณหภูมิน้ำโลหะสูงเกินไป
- ตรวจสอบส่วนผสมของน้ำอะลูมิเนียมหลอมเหลว
ปัจจัยที่มีอิทธิพลต่อคุณภาพของงาน Die Casting (ต่อ-1)
ปัจจัยที่มีอิทธิพลต่อคุณภาพของงาน Die Casting
แม่พิมพ์สำหรับฉีดอะลูมิเนียม
ลักษณะปัญหาที่พบในการออกแบบแม่พิมพ์และสาเหตุที่เกิด
1. ชิ้นงานไม่เต็ม
สาเหตุ
- อุณหภูมิแม่พิมพ์ต่ำเกินไป
- การไล่ลมในแม่พิมพ์ไม่เพียงพอ
2. เกิดเม็ดพุพองที่ผิวชิ้นงาน
สาเหตุ
- อุณหภูมิแม่พิมพ์สูงเกินไป
- การไล่ลมในแม่พิมพ์ไม่เพียงพอ
3. เกิดร่องในบางส่วนของชิ้นงาน
สาเหตุ
- Undercut Inefficient
4. ชิ้นงานเกิดการเสียรูป
สาเหตุ
- Undercut Inefficient
5. เกิดรูหดตัว และรูพรุน
สาเหตุ
- อุณหภูมิแม่พิมพ์ต่ำเกินไป
- การไล่ลมในแม่พิมพ์ไม่เพียงพอ
- ชิ้นงานมีความหนามากเกินไป
6. ชิ้นงานเป็นรูปก้นหอย
สาเหตุ
- อุณหภูมิแม่พิมพ์สูงเกินไป
- ผิวของแม่พิมพ์ไม่ดี
7. การดีดออก
สาเหตุ
- อุณหภูมิแม่พิมพ์สูงเกินไป
8.ชิ้นงานแตก เป็นรอย
สาเหตุ
- Undercut Inefficient
9. ผิวเปลี่ยนสี
สาเหตุ
- น้ำยาที่ใช้ในการหล่อลื่นแม่พิมพ์รั่ว
10. เกิดครีบในชิ้นงาน
สาเหตุ
- มีการสะสมของน้ำโลหะบริเวณส่วนผิวหน้าที่ปิดแม่พิมพ์
11. การแตกเนื่องจากการเค้นภายใน
สาเหตุ
- อุณหภูมิภายในแม่พิมพ์สูงหรือต่ำเกินไป
12. เกิดเส้นแนวไหลในชิ้นงาน
สาเหตุ
- อุณหภูมิแม่พิมพ์ต่ำเกินไป
13. ผิวชิ้นงานหยาบ ร่อน เป็นแผ่น
สาเหตุ
- ผิวของแม่พิมพ์ไม่ดี
14. ชิ้นงานเกิดการเชื่อมติด
สาเหตุ
- อุณหภููมิแม่พิมพ์สูงเกินไป
- การออกแบบทางน้ำเข้าตำแหน่งต่างๆ ไม่เหมาะสม
- ชิ้นงานมีความหนามากเกินไป
ปัจจัยที่มีอิทธิพลต่อคุณภาพของงาน Die Casting
ปัจจัยที่มีอิทธิพลต่อคุณภาพของงาน Die Casting
เครื่องฉีดอะลูมิเนียม
ลักษณะปัญหาที่พบในการปรับตั้งเครื่องฉีดและสาเหตุที่เกิด
1. ชิ้นงานไม่เต็ม
สาเหตุ
- แรงฉีดจำเพาะต่ำเกินไป
- ความเร็วในการฉีด V2 ช้าเกินไป
- ตรวจแรงดันสะสม
- ช่วงชักในการใช้ส่งผ่านอะลูมิเนียมหลอมเหลว
2. เกิดเม็ดพุพองที่ผิวชิ้นงาน
สาเหตุ
- ความเร็วในการฉีด V2 ช้าเกินไป
- ปริมาณน้ำโลหะที่ฉีดเข้าไปไม่เพียงพอ
3. เกิดร่องในบางส่วนของชิ้นงาน
สาเหตุ
- แรงฉีดจำเพาะสูงเกินไป
4. ชิ้นงานเกิดการเสียรูป
สาเหตุ
- เวลาที่ใช้ในการแข็งตัวสั้นเกินไป
- แรงดีดชิ้นงานออกสูงเกินไป
5. เกิดรูหดตัว และรูพรุน
สาเหตุ
- แรงฉีดจำเพาะต่ำเกินไป
- ความเร็วในการฉีด V2 เร็วเกินไป
- ปริมาณน้ำโลหะที่ฉีดเข้าไปไม่เพียงพอ
6. ชิ้นงานเป็นรูปก้นหอย
สาเหตุ
- ความเร็วในการฉีด V2 เร็วเกินไป
7. การดีดออก
สาเหตุ
- เวลาที่ใช้ในการแข็งตัวมากเกินไป
8.ชิ้นงานแตก เป็นรอย
สาเหตุ
- แรงดีดชิ้นงานมากเกินไป
9. เกิดครีบในชิ้นงาน
สาเหตุ
- แรงฉีดจำเพาะสูงเกินไป
10. การแตกเนื่องจากการเค้นภายใน
สาเหตุ
- ความเร็วในการฉีด V2 เร็วเกินไป
11. เกิดเส้นแนวไหลในชิ้นงาน
สาเหตุ
- ความเร็วในการฉีด V2 ช้าเกินไป
12. ชิ้นงานเกิดการเชื่อมติด
สาเหตุ
- แรงฉีดจำเพาะสูงเกินไป
- ความเร็วในการฉีด V2 เร็วเกินไป
วันเสาร์ที่ 11 พฤษภาคม พ.ศ. 2562
ลักษณะงาน Undercut ในกระบวนการ Die Casting
ลักษณะงาน Undercut ในกระบวนการ Die Casting






จากรูปจะเป็นลักษณะของงาน Undercut ที่เกิดขึ้นในกระบวนการฉีดอะลูมิเนียม โดยเฉพาะในส่วนทีเกิดกับแม่พิมพ์ด้านบนส่วนที่สามารถเคลื่อนที่ได้จะมีอย่างน้อย 2 Undercut เกิดขึ้น ซึ่งสามารถใช้งานร่วมกันในระบบและวิธีการผลิตชิ้นส่วนที่มีคุณสมบัติงานเป็น Undercut
ในงาน Die Casting ที่ต้องฉีดอะลูมิเนียมด้วยแรงดันสูงนั้น โครงสร้างวัสดุในการผลิตชิ้นส่วนเป็นโครงสร้างที่ละเอียดขนาดใหญ่ที่มีความหนาแน่นสูง ซึ่งมีคุณสมบัติต้านทานการสึกหรอและมีความล้าสูงในวัสดุทำให้ชิ้นงานเกิดความทนทานสูงตามลักษณะของแม่พิมพ์ที่ดี โดยการใช้ลักษณะของ Undercut ในกระบวนการฉีดอะลูมิเนียมจะช่วยให้การถอดแม่พิมพ์สามารถทำได้อย่างสะดวกหลังจากการฉีดอะลูมิเนียมเข้าไปยังแม่พิมพ์และวัสดุเริ่มเกิดการแข็งตัว
สำหรับการออกแบบแม่พิมพ์ตามรูปทรงที่ต้องการโดยมีข้อจำกัดต่างๆ ซึ่งแม่พิมพ์ด้านบนไม่สามารถถอดออกได้เนื่องจากเกิดการล็อคด้วยรูปร่างชิ้นงานที่ออกแบบมา เมื่อเกิดเรื่องเหล่านี้ขึ้น การเปลี่ยนวิธีการผลิตโดยใช้ทรายหล่ออะลูมิเนียมแทนจึงต้องถูกนำมาใช้เนื่อง่จากกระบวนการผลิตด้วยทรายจะสามารถกระเทาะให้แม่พิมพ์ทรายแตกออกจากชิ้นงานได้โดยง่าย แต่ก็ทำให้เกิดการสิ้นเปลืองในการผลิตชิ้นส่วนเป็นจำนวนมากจากกระบวนการหล่อทรายและทำความสะอาดชิ้นงานได้ยาก
ดังนั้นจึงมีความต้องการกระบวนการผลิตที่สามารถผลิตได้จำนวนมากและไม่สูญเสียวัสดุในการผลิตมากเกินจำเป็น กระบวนการเพิ่ม Undercut ในชิ้นงานจึงถูกนำมาใช้ในกระบวนการผลิตชิ้นส่วนในงานฉีดอะลูมิเนียม
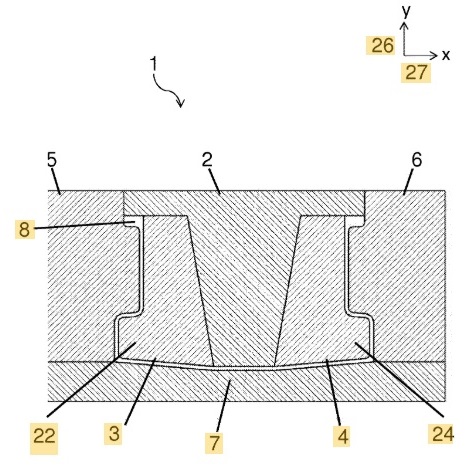
รูปที่ 1 แสดงถึงลักษณะของ Undercut ในแม่พิมพ์
รูปที่ 2 แสดงถึงลักษณะของ Undercut ภายในแม่พิมพ์ตามเส้น Parting Line
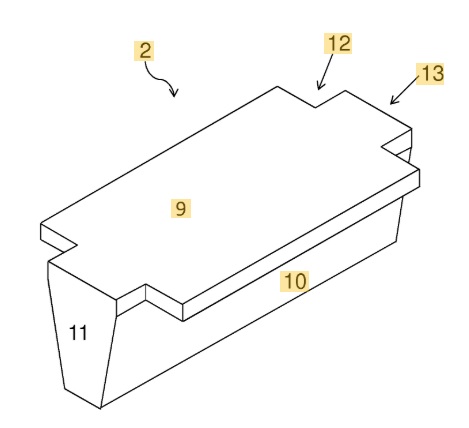
รูปที่ 3 แสดงถึงลักษณะชิ้นงานที่ต้องการโดยเพิ่มส่วนที่เป็น Undercut เข้าไปในรูปร่างงาน
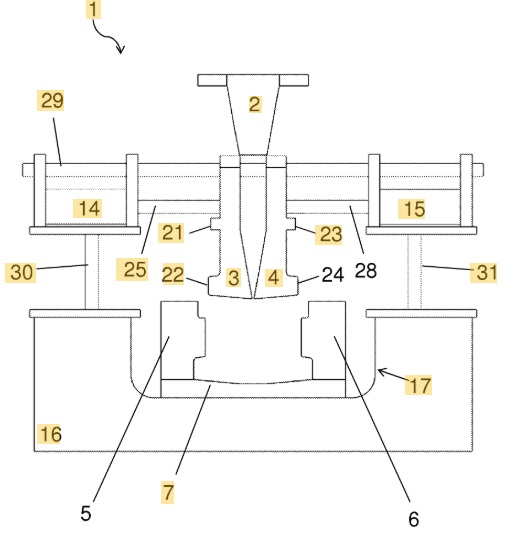
รูปที่ 4 แสดงถึงกลไกการเคลื่อนที่ของแม่พิมพ์ที่มี Undercut ในระบบ โดยมี Depicting Undercut, แม่พิมพ์ด้านข้าง, แม่พิมพ์ด้านล่าง, แม่พิมพ์ด้านบน และ Die Base ซึ่งเป็นส่วนที่ยอมรับได้ในระบบการฉีดแม่พิมพ์อะลูมิเนียม
รูปที่ 5 แสดงถึงมุมมองในการเคลื่อนที่ของแม่พิมพ์ที่มี Undercut อยู่ในระบบการฉีดอะลูมิเนียม โดยเป็นมุมมองจากอีกด้านของรูปที่ 4 ได้แสดงไว้ข้างต้น
รูปที่ 6 แสดงถึงมุมมองการเคลื่อนที่ของแม่พิมพ์ที่มี Undercut โดยมี Guide Bar และแสดงตำแหน่งแม่พิมพ์ด้านบนระหว่าง Undercut ทั้ง 2 ทิศทาง
คำอธิบายหมายเลขต่างๆ ภายในรูปภาพประกอบ
1 = Undercut Die Casting System
2 = Top Die
3,4 = Undercut Die
5,6 = Side Die
7 = Lower Die
8 = เป็นพื้นที่ระบายความร้อนด้วยของเหลว
9 = ชิ้นงานด้านบน
10 = ชิ้นงานด้านข้าง
11 = End
12 = Notch
13 = End Projection
14,15 = Moving Mechanism
16 = Base
17 = Receiving Portion of The Base
18,19 = Undercut Die Top
21,23 = Top Protrusions
22,24 = Bottom Protrusions รูปที่ 1-2
22,24 = Undercut Die รูปที่ 4
25,28,30,31 = Cylinder
26,27 = แกนอ้างอิงในการเคลื่อนที่
29,32 = Guide Bar
33,34 = Undercut Die for an opening

รูปที่ 1
รูปที่ 2
รูปที่ 3

รูปที่ 4

รูปที่ 5
รูปที่ 6
ในงาน Die Casting ที่ต้องฉีดอะลูมิเนียมด้วยแรงดันสูงนั้น โครงสร้างวัสดุในการผลิตชิ้นส่วนเป็นโครงสร้างที่ละเอียดขนาดใหญ่ที่มีความหนาแน่นสูง ซึ่งมีคุณสมบัติต้านทานการสึกหรอและมีความล้าสูงในวัสดุทำให้ชิ้นงานเกิดความทนทานสูงตามลักษณะของแม่พิมพ์ที่ดี โดยการใช้ลักษณะของ Undercut ในกระบวนการฉีดอะลูมิเนียมจะช่วยให้การถอดแม่พิมพ์สามารถทำได้อย่างสะดวกหลังจากการฉีดอะลูมิเนียมเข้าไปยังแม่พิมพ์และวัสดุเริ่มเกิดการแข็งตัว
สำหรับการออกแบบแม่พิมพ์ตามรูปทรงที่ต้องการโดยมีข้อจำกัดต่างๆ ซึ่งแม่พิมพ์ด้านบนไม่สามารถถอดออกได้เนื่องจากเกิดการล็อคด้วยรูปร่างชิ้นงานที่ออกแบบมา เมื่อเกิดเรื่องเหล่านี้ขึ้น การเปลี่ยนวิธีการผลิตโดยใช้ทรายหล่ออะลูมิเนียมแทนจึงต้องถูกนำมาใช้เนื่อง่จากกระบวนการผลิตด้วยทรายจะสามารถกระเทาะให้แม่พิมพ์ทรายแตกออกจากชิ้นงานได้โดยง่าย แต่ก็ทำให้เกิดการสิ้นเปลืองในการผลิตชิ้นส่วนเป็นจำนวนมากจากกระบวนการหล่อทรายและทำความสะอาดชิ้นงานได้ยาก
ดังนั้นจึงมีความต้องการกระบวนการผลิตที่สามารถผลิตได้จำนวนมากและไม่สูญเสียวัสดุในการผลิตมากเกินจำเป็น กระบวนการเพิ่ม Undercut ในชิ้นงานจึงถูกนำมาใช้ในกระบวนการผลิตชิ้นส่วนในงานฉีดอะลูมิเนียม
รูปที่ 1 แสดงถึงลักษณะของ Undercut ในแม่พิมพ์
รูปที่ 2 แสดงถึงลักษณะของ Undercut ภายในแม่พิมพ์ตามเส้น Parting Line
รูปที่ 3 แสดงถึงลักษณะชิ้นงานที่ต้องการโดยเพิ่มส่วนที่เป็น Undercut เข้าไปในรูปร่างงาน
รูปที่ 4 แสดงถึงกลไกการเคลื่อนที่ของแม่พิมพ์ที่มี Undercut ในระบบ โดยมี Depicting Undercut, แม่พิมพ์ด้านข้าง, แม่พิมพ์ด้านล่าง, แม่พิมพ์ด้านบน และ Die Base ซึ่งเป็นส่วนที่ยอมรับได้ในระบบการฉีดแม่พิมพ์อะลูมิเนียม
รูปที่ 5 แสดงถึงมุมมองในการเคลื่อนที่ของแม่พิมพ์ที่มี Undercut อยู่ในระบบการฉีดอะลูมิเนียม โดยเป็นมุมมองจากอีกด้านของรูปที่ 4 ได้แสดงไว้ข้างต้น
รูปที่ 6 แสดงถึงมุมมองการเคลื่อนที่ของแม่พิมพ์ที่มี Undercut โดยมี Guide Bar และแสดงตำแหน่งแม่พิมพ์ด้านบนระหว่าง Undercut ทั้ง 2 ทิศทาง
คำอธิบายหมายเลขต่างๆ ภายในรูปภาพประกอบ
1 = Undercut Die Casting System
2 = Top Die
3,4 = Undercut Die
5,6 = Side Die
7 = Lower Die
8 = เป็นพื้นที่ระบายความร้อนด้วยของเหลว
9 = ชิ้นงานด้านบน
10 = ชิ้นงานด้านข้าง
11 = End
12 = Notch
13 = End Projection
14,15 = Moving Mechanism
16 = Base
17 = Receiving Portion of The Base
18,19 = Undercut Die Top
21,23 = Top Protrusions
22,24 = Bottom Protrusions รูปที่ 1-2
22,24 = Undercut Die รูปที่ 4
25,28,30,31 = Cylinder
26,27 = แกนอ้างอิงในการเคลื่อนที่
29,32 = Guide Bar
33,34 = Undercut Die for an opening
สมัครสมาชิก:
บทความ (Atom)